碳纖維預(yù)浸料鋪層處理過程中的幾點注意事項
11月12日,第十五屆珠海航展已經(jīng)順利開展,會展中各種先進的飛機、導(dǎo)彈、無人機、機械狼等裝備讓人眼花繚亂,其中有一款攜帶攝像頭的碳纖維導(dǎo)彈被很多人忽視。這種以圖像制導(dǎo)+碳纖維殼體為主體的新型導(dǎo)彈,其中蘊含的技術(shù)含量可不低。當(dāng)下使用的碳纖維導(dǎo)彈殼體,多為熱固性碳纖維復(fù)合材料制成,加工流程中的預(yù)浸料的鋪層尤為重要,會直接影響成型后殼體的穩(wěn)定性和耐用性。智上新材料帶你走進碳纖維預(yù)浸料的加工車間,介紹一些鋪層環(huán)節(jié)的注意事項。

碳纖維預(yù)浸料鋪層前需要做哪些基礎(chǔ)工作?
碳纖維復(fù)合材料與金屬材料存在天然的區(qū)別,這種區(qū)別會直接影響后續(xù)的生產(chǎn)和加工。現(xiàn)階段,熱固性碳纖維復(fù)合材料的加工方式中包含較多的手工作業(yè)部分,比如將碳纖維預(yù)浸料手動鋪放到事先準(zhǔn)備好的容器中。鋪層工序開始之前,自然需要做一些基礎(chǔ)準(zhǔn)備工作,保障后續(xù)鋪層的順利進行。
1、表面處理:
a、清潔模具:確保模具表面清潔,無碎屑、油污、灰塵和其他污染物。
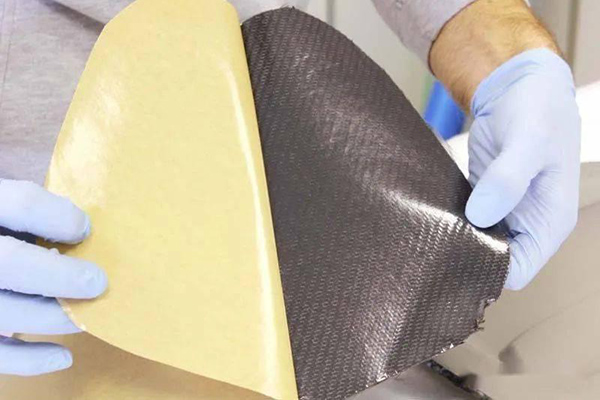
b、使用脫模劑:脫模劑可以防止預(yù)浸料粘附在模具上,高溫固化后的碳纖維制品脫模更方便,也不容易出現(xiàn)損傷。
c、檢查缺陷:檢查模具中是否有劃痕、裂紋或其他可能影響碳纖維制品光潔度的缺陷,后續(xù)考慮修補缺陷或更換模具。
2、材料準(zhǔn)備:
a、預(yù)浸料預(yù)處理:熱固性碳纖維預(yù)浸料需要低溫儲存,從冷庫拿出后,需要放置到室溫后再使用,避免冷凝。
b、裁切預(yù)浸料:根據(jù)鋪層計劃將碳纖維預(yù)浸料提前裁切成所需的形狀和尺寸,方面后續(xù)鋪層。
c、控制鋪層方向:碳纖維預(yù)浸料鋪層方向直接影響成型后制品的機械性能,根據(jù)需求控制鋪層的方向和厚度。
3、工具和設(shè)備設(shè)置:
a、檢查真空袋:部分中空類碳纖維制品需要置入真空袋,檢查真空袋是否完好(袋子、透氣膜、離型膜等)。
b、預(yù)熱模具:部分碳纖維預(yù)浸料需要特定的溫度才能獲得最佳粘合力,因此需要提前對模具進行預(yù)熱。
c、其他工具準(zhǔn)備:碳纖維預(yù)浸料鋪層還需要用到剪刀、小滾筒(用于排出空氣)、直尺、游標(biāo)卡尺等,需要提前備好。
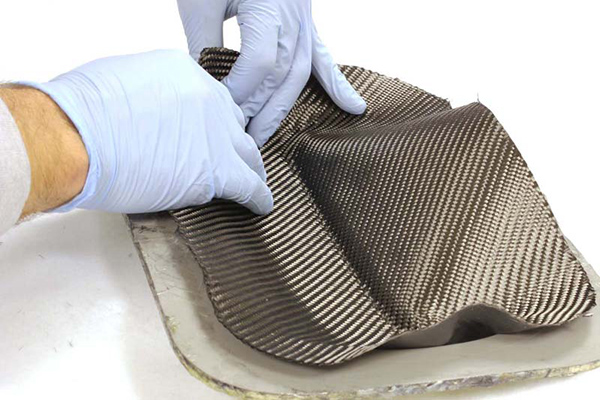
碳纖維預(yù)浸料鋪層時,邊角和縫隙處該如何處理?
在碳纖維預(yù)浸料鋪層時,想要達到更好的效果,離不開技術(shù)和經(jīng)驗,同時也與制品自身的結(jié)構(gòu)息息相關(guān)。物理結(jié)構(gòu)越是復(fù)雜,預(yù)浸料鋪層的難度越大,尤其是邊邊角角、轉(zhuǎn)彎曲折的區(qū)域,實際鋪層時還要考慮不能留有縫隙出現(xiàn),那就非??简灱夹g(shù)人員的手法了。
1、邊角處理:
a、使用更小更窄的預(yù)浸料:對于尖角或緊角,將碳纖維預(yù)浸料切割成更小的部分,更貼合實際的形狀,操作起來就不容易引起褶皺和扭曲。
b、調(diào)整纖維方向:鋪設(shè)多層預(yù)浸料時,逐漸改變每層接近拐角處的纖維方向,有助于減少或消除拐角處的間隙,保持纖維與負(fù)載路徑對齊。
c、必要時使用填充物:在角度較為尖銳的部位可以添加少量填充材料(例如樹脂),可以平滑過渡并防止纖維橋接。
d、均勻施加壓力:使用小滾筒或橡膠掃帚在拐角區(qū)域施加均勻的壓力,確保預(yù)浸料完全貼合,避免產(chǎn)生氣穴或皺紋。
e、考慮鋪層下降:當(dāng)拐角特別緊湊時,在拐角處使用鋪層下降(逐漸變薄層)的方式,可以幫助提高靈活性并減少應(yīng)力集中。

2、減少縫隙:
a、交錯和重疊鋪層:預(yù)浸料層間存在間隙,可以使用交錯層的重疊鋪層方式,最大程度地減少薄弱點,前提是保證重疊方向?qū)R,不會損害碳纖維制品的強度。
b、應(yīng)用額外材料鋪層:在關(guān)鍵區(qū)域,可能需要額外的片狀或條帶預(yù)浸料來加固和消除間隙,確保連續(xù)覆蓋。
c、樹脂膠帶處理小間隙:對于較小的間隙,富含樹脂的膠帶或預(yù)浸料條可以填充縫隙,有助于保持結(jié)構(gòu)連續(xù)性并避免潛在的薄弱環(huán)節(jié)。
d、仔細修剪邊緣:修剪邊緣以精確貼合,并避免過多的聚束或重疊,防止多余材料造成堆積或厚度不一致。
e、避免過度拉伸:過度拉伸預(yù)浸料會導(dǎo)致間隙并扭曲纖維方向,因此在鋪層時避免類似操作。

3、特殊工具和技術(shù)
a、使用熱風(fēng)槍或吹風(fēng)機:在角落或間隙周圍輕微加熱可以使碳纖維預(yù)浸料更加柔軟,但需要注意避免過度加熱,防止過早引起樹脂固化反應(yīng)。
b、使用滾筒或橡膠掃帚壓實:使用專用滾筒,尤其是在復(fù)雜的輪廓和角落周圍,壓實各層,而不會產(chǎn)生間隙或皺紋。
c、檢查氣穴和橋接:鋪設(shè)每一層后,檢查是否有氣穴,尤其是拐角處,并根據(jù)需要使用滾筒或涂抹額外的補丁。
短期內(nèi),熱固性碳纖維復(fù)合材料制品的成型技術(shù)并不會有質(zhì)的飛躍,這是材料性質(zhì)決定的。想要打破這種局限,或許得從自身找到方法,比如應(yīng)用熱塑性碳纖維復(fù)合材料。熱塑性碳纖維支持二次成型,但目前該項技術(shù)并不成熟,無法保障二次成型后的性能穩(wěn)定性,因此還需要經(jīng)過長時間的試驗和優(yōu)化。
下一篇:沒有了
 掃一掃添加微信
掃一掃添加微信